先の工具紹介シリーズで溶接材の主にワイヤーや角材をご紹介しました。
でも、ワイヤーや角材は普通の彫金屋さんではあまり使いません。普通はバーナーで溶接するので溶接材料の主流は、「ろう材」という薄い板です。
ウチは以前は圧縮酸素+プロパンバナーとブローポンプ+プロパンの2種のバーナーを使っていましたが、一昨年末からプラズマ溶接機がメインです。でも、以前使っていたろう材も残っています。
↓↓↓↓↓

厚み1mm程度の板の3分(さんぶ)、5分(ごぶ)、7分(ななぶ)の銀ろう材です。これを必要分小さく切って、溶接部に載せてバーナーの炎を当てると溶接部に浸透してくっつくものです。バーナーの温度によって液状化する「流れ方」が違い、溶接する部位によって使い分けます。
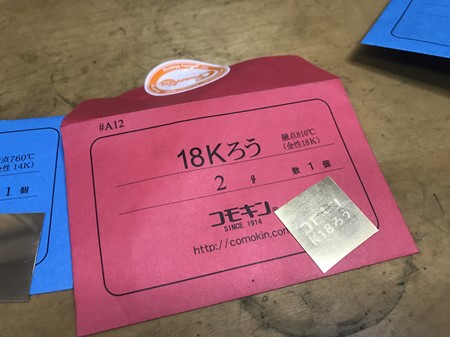
これは金のろう材。

10金のろう材は融点745℃

14金のろう材は融点760℃

18金のろう材の融点は810℃。
こういった金の品位毎の融点の違いは、実際にはバーナーに混入する酸素量の違いで勘で調整します。最近はガスバーナーを使わないので、勘が鈍っていると思います。